

Board machines have gone through major advancements in the past few years for the purpose of gaining efficiency, achieving higher production speeds, and fulfilling the need to make products that are sustainable. North America is known to dominate the manufacturing of SBS (Solid Bleached Substrate), sometimes called SBB (Solid Bleached Board), where Europe has taken the lead in manufacturing FBB (Folding BoxBoard).
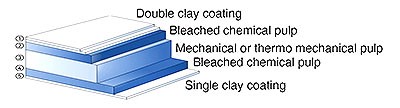
The difference between boards is very basic. SBS can be single or multi-ply board, but is comprised of 100-percent chemical pulp. FBB always is multi-ply and utilizes a combination of chemical and some form of MP (Mechanical Pulp) or TMP (Thermo Mechanical Pulp). See Figure 1. The reason for the development of FBB is to create light-weight board, which uses fewer trees, offers yield advantages over SBS and CRB (Coated Recycled Board), and a significant weight savings, which can be seen in transportation costs.
FBB is typically three layers, but in some cases could be more. The middle layer is where technology has allowed mills to utilize lighter-weight pulp and, as a result, make the overall board lighter. The most advanced type of pulp utilized here is called BCTMP (Bleached Chemi-Thermo Mechanical Pulp).
In addition to taking advantage of making lighter-weight board, FBB can be produced with less variation. This is for the simple reason that it is easier to control three thinner layers vs. one thick layer of pulp. This translates to board with tighter tolerance, meaning the amount of variation for specifications, such as caliper and basis weights, are less for FBB when compared to SBS.
An additional benefit of these tighter tolerances is the fact that a smoother surface can be achieved, which has a direct effect on print quality and the quality of such processes as foil stamping and applying cold foil. This smooth surface reflects more light, which gives the effect of more brightness. When combined with advanced coating formulations, ink settings on press can be reduced by up to 20 percent, and the same densities as SBS are achievable.
How board affects diecutting/creasing
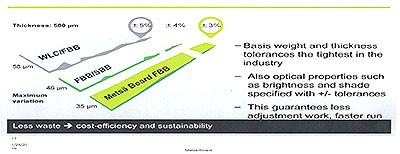
Figure 2. Less waste brings cost-efficiency and sustainability.
With the world markets for FBB and other compositions being unable to change percentages of market share due to years of stability, there now is a real target on the US domestic market. The Europeans, Chinese, and the South Americans have over the past 24 months announced their long-term presence in the North American market.
This leads to the discussion about the subtle differences between single-ply folding carton board produced by the domestic US mills and FBB, as well as required changes to the cutting dies and counters/matrix calculations.
Over the past years, who knows how long the domestic carton board industry in the US has been diecutting and gluing SBS/SUS and recycled folding carton materials. The converters, either with their own internal die manufacturing or external vendors, have been relying on history and the passing of die tooling standards from one person to another. These standards have remained unchanged and have been set in stone.
The other factor is the relationship and the reliance of an outside die tooling vendor to provide the exact solution for the die tooling set (whatever the combination for the converting equipment) without the converter even knowing what standards or settings are being provided.
In most cases, when ordering the die tooling the converter/finisher does not provide the diemaker any information as to the manufacturer of the raw board. In more cases than not, the converter only provides the caliper – normally in “units of points” – and usually only indicates to have the diemaker make a die that works on the specific press the job is running on. Hence, what the diemaker is being asked to do is supply a die tool set that will work for every type of manufactured board available with standard generic die/counter/matrix specifications that the finisher may use for its entire customer base.
Over the last 12 months, there has been significant restructuring and consolidation of the US paper mills, leaving opportunities for overseas producers from South America, Asia, and Europe to enter and compete in the domestic US market. The result is that the domestic market is seeing differences in the composition in the board structure, due to pulp composition, basis weight consistency, more control in thickness variations, and other benefits to the converters and customers due to supply options.
It is becoming more clear that converters/finishers must understand that the cutting die tooling is no longer the “one-stop shop” or “one die fits all,” and that the cutting dies/matrix/phenolic or steel-milled counters need to be produced for the specific type of board that is running on the diecutting press. To rephrase, sometimes when all the stars align, this may be possible, but usually there is a trade off somewhere with some form of quality issue being affected – e.g., gluing speeds, good crease forming/bead delamination, flap crease bend force, carton opening force and potentially affecting customers’ filling line performances.
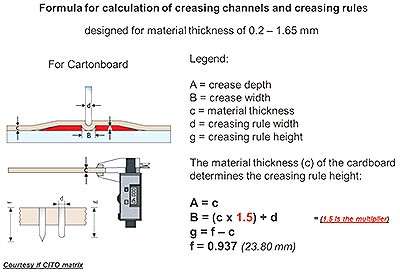 Figure 3. On most boxes of matrix, technicians use algorithms for calculating the thickness or height of the matrix or phenolic sheet and then the channel widths to accommodate the thickness of the crease knife, the caliper of the board, and some sort of clearance factor.
Figure 3. On most boxes of matrix, technicians use algorithms for calculating the thickness or height of the matrix or phenolic sheet and then the channel widths to accommodate the thickness of the crease knife, the caliper of the board, and some sort of clearance factor.
On most boxes of matrix, and in most die shops around the world, technicians use algorithms (see Figure 3) for calculating the thickness or height of the matrix or phenolic sheet and then to the channel widths to accommodate the thickness of the crease knife, the caliper of the board and some sort of clearance factor. This is where there can be differences of opinion as to the correct numbers that fit their substrate.
There is a number known in the industry as the “multiplier,” which is part of the algorithm. To keep it simple, this refers to the predetermined multiplier number times the thickness (or the caliper) of the board. It is used in both folding carton and corrugated applications with some slight variations, but for this article let’s focus on the folding carton market.
In the US market, there has been a trend over many years to set the multiplier to “TWO,” meaning “2x the caliper.” However, there is a growing new trend being termed “narrow bead creasing.” Unfortunately, it is not new as it has been in practice around the world for years. What has changed? In the past, the US market for the most part has been its own internal supply market with SBS/SUS/CRB/CNK/CUK board grades. All the counter calculations or standards were set by either the converting plants or the diemakers.
By recognizing this as a critical factor in production areas, whether it is a folding carton or a corrugated converting plant, and working closely with the in-house die shop or an outside diemaker, getting it right the first time can save money, aggravation and ultimately get to the positive trial results much faster. It is important to work with a board supplier that can provide cutting and creasing recommendations for specifications and assist customers with establishing tooling/counters and getting it right the first time.
Scoring/creasing
One of the major, and rarely considered, differences between FBB and competitive substrates is the composition of the BCTMP middle layer and why it is important that the formation of the score (crease) bead is formed. It is important that the channels/grooves in the counters line up with the cutting/creasing die, as well as the symmetrical shape of the bead itself. While there is some tolerance of +/- for variation, it comes down to the better formed the score (crease) bead, the better the consistency of quality and production performances of the carton from gluing to line filling and packing on customer’s machines.
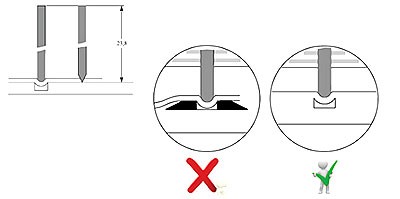
Figure 4. Two diagrams show the recommended differences for FBB.
The two diagrams in Figure 4 show the recommended differences for FBB, where we don’t want to bottom out the substrate in the channel, unlike what we have seen in practice on competitive boards regarding tooling calculations and converting production.
To ensure any changes in the substrate’s caliper or basis weight, the customer can be proactive prior to any trials. We refer to this as planning for success and getting it right the first time.
Foiling and embossing
It is important to understand that when using FBB, the board surface is very smooth and consistent, which can be a benefit when applying hot or cold foil. Consistency in the caliper of the stock can decrease makeready and set-up times considerably. This also can be a benefit for embossing, again potentially decreasing makeready and setup times. The quality of the board also can help lengthen the life of the foil stamping and/or embossing dies, saving costs and gaining efficiencies.



